Many micromotor handpieces boast impressive specs but fail in real-world tasks. The problem usually isn’t the brand—it’s a mismatch between the tool’s parameters and your specific work. Instead of motor theory, this guide focuses on the practical parameters you need to choose correctly.
Step 1: Identify Your Actual RPM Range
Don’t look at the label; look at your workbench. Most precision work is performed in the low-to-mid range, not at the machine's maximum speed.
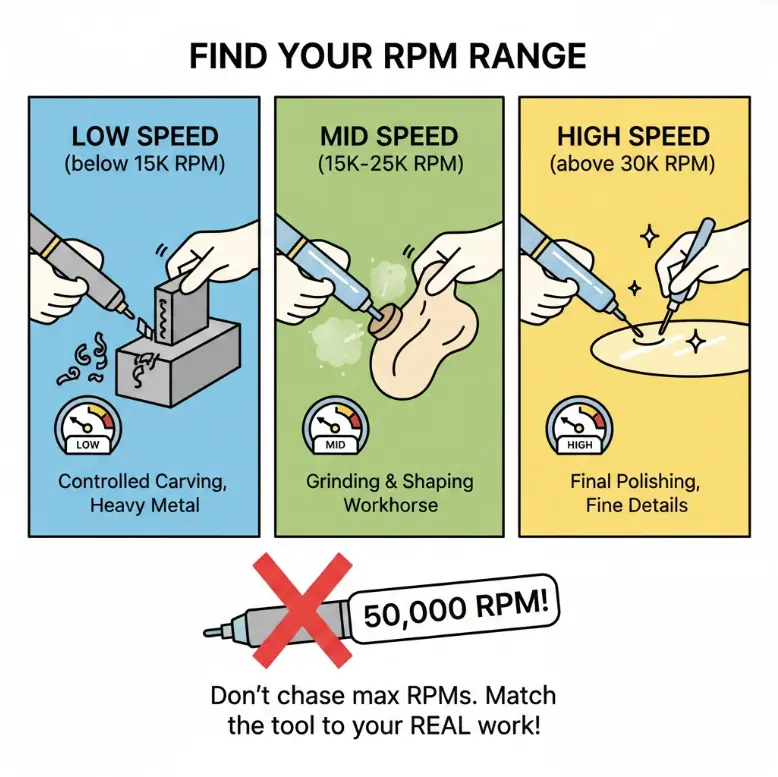
- The Logic: RPM determines the frequency of cutting. While high speeds (35,000+ RPM) excel at fine polishing, they are rarely necessary for bulk material removal.
- Self-Assessment:
- Low Speed (below 15,000 RPM): Used for controlled carving and heavy metal removal.
- Mid Speed (15,000 – 25,000 RPM): The "workhorse" range for most grinding and shaping.
- High Speed (above 30,000 RPM): Reserved for final polishing or using very small burs.
The Conclusion: If you spend 90% of your time below 25,000 RPM, a 50,000 RPM handpiece is not a critical requirement.
Step 2: Determine Whether Your Work Depends on Torque
Torque is your cutting power. In micromotors, this is typically measured in N·cm (Newton centimeters).
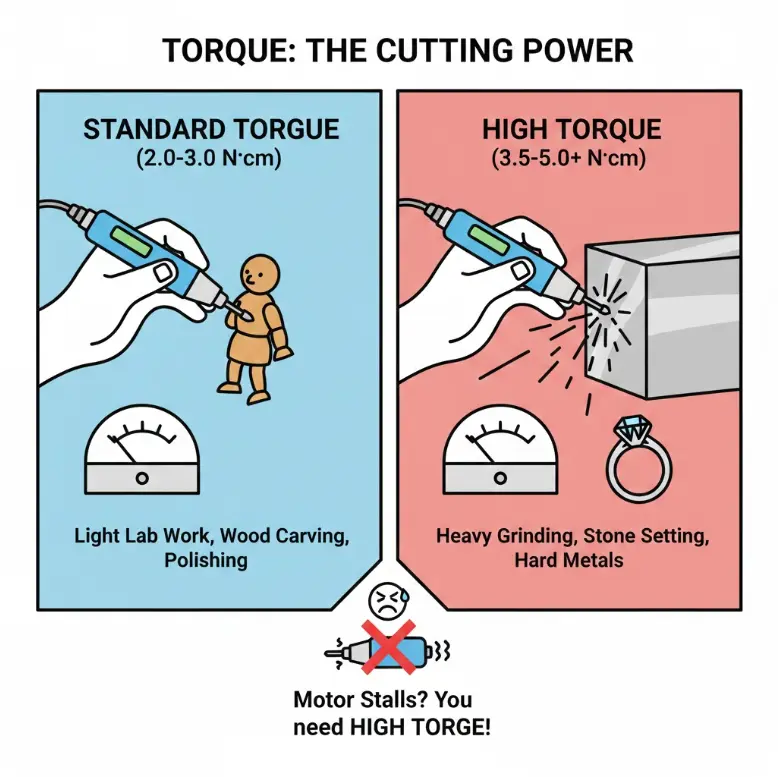
- The Logic: Torque determines if the motor "stalls" under pressure.
- Standard Torque (2.0 – 3.0 N·cm): Suitable for light lab work, wood carving, and light polishing.
- High Torque (3.5 – 5.0+ N·cm): Necessary for heavy grinding, stone setting, and cutting hard metals (cobalt-chrome, titanium).
- Self-Check Signals: If your motor stutters or stops when you apply even slight pressure, your work is Torque-Driven, and you likely need a handpiece with at least 3.5 N·cm.
Step 3: How to Make the Right Trade-Off Between RPM and Torque
In any micromotor, usable power is relatively fixed. You cannot maximize both at the same time.
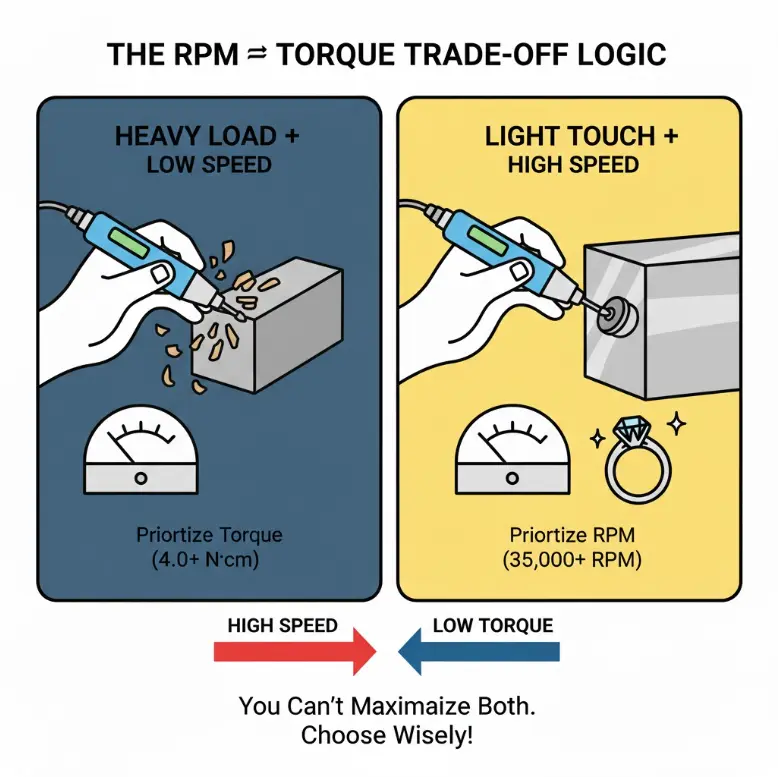
- The Core Logic: As RPM increases, available torque naturally drops. This is why a handpiece rated for 50,000 RPM often feels "weak" at 5,000 RPM.
- The Better Approach:
- Heavy Load + Low Speed → Prioritize Torque (Look for 4.0+ N·cm).
- Light Touch + High Speed → Prioritize RPM (Look for 35,000+ RPM).
Step 4: Choose the Right Combination by Work Type
Here is how the numbers translate to real-world tasks:
| Work Type |
Recommended RPM |
Ideal Torque (N·cm) |
Focus |
| Fine Carving |
5,000 – 15,000 |
3.5 – 4.5 |
Control & Predictability |
| Heavy Grinding |
15,000 – 25,000 |
4.0 – 5.0+ |
Efficiency & Power |
| Final Polishing |
25,000 – 40,000 |
2.0 – 3.0 |
Surface Finish |
Step 5: Why Maximum RPM Should Not Be Your Main Criterion
A "50,000 RPM" label is often a marketing trap. It represents the motor spinning in free air with no load.
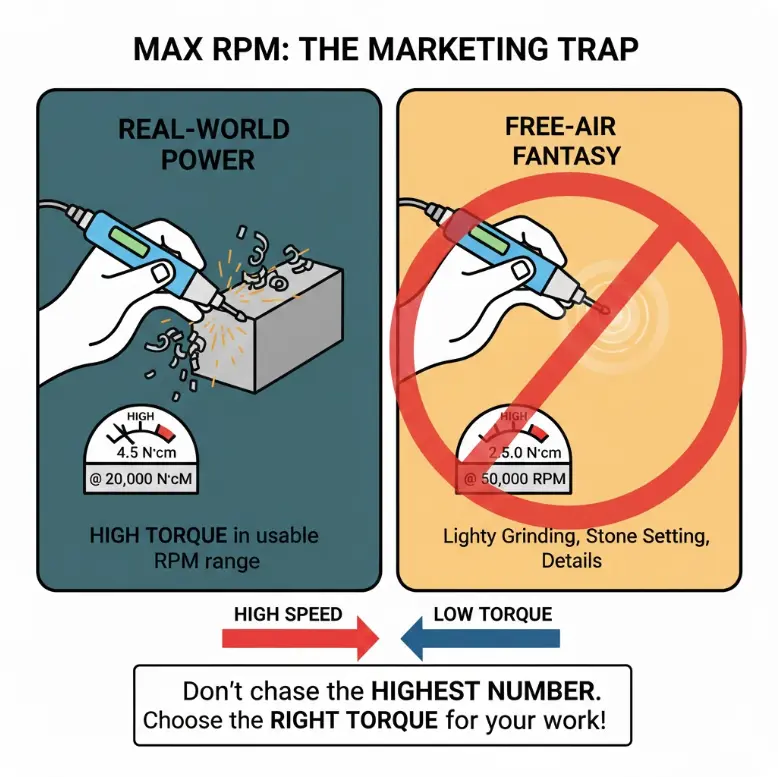
- The Reality: What matters is the Torque-to-RPM ratio. A handpiece that delivers 4.5 N·cm at 20,000 RPM is far more useful for most professionals than one that hits 50,000 RPM with only 2.5 N·cm.
- Reliable Logic: Choose the handpiece that has the highest torque in your most-used RPM range.
Step 6: A Simple, Reliable Selection Checklist
- Value control and power? → Choose High Torque (3.5 N·cm or higher).
- Mainly perform light polishing? → High RPM (35,000+) is acceptable.
- Unsure? → The Gold Standard: Look for a handpiece with at least 3.5 N·cm of torque and a range of 35,000 RPM. This covers 95% of professional tasks.
Finding Your Ideal RHJC Micromotor Handpiece: Solutions for Every Task
Based on the logic above, RHJC (Renhe) provides a specialized range of handpieces designed for diverse professional needs. Whether you require extreme torque for heavy-duty metal work or high-speed precision for surface finishing, our lineup offers a tailored match.

Featured Handpiece Models
- Prime 926: The powerhouse of the range, delivering a massive 9.2 N·cm of torque and a max speed of 60,000 RPM for the most demanding tasks.
- Sense A7: A high-performance brushless model featuring 8.5 N·cm of torque and 55,000 RPM, perfect for users who refuse to compromise between power and speed.
- Renhe 505D-45K: A robust solution for standard lab work, offering 4.2 N·cm of torque and a versatile 45,000 RPM range.
- Prime-1210: An ideal portable solution for mobile professionals, providing 30,000 RPM with a brushless motor design.
Technical Specifications Comparison
|
Features
|
Max. speed
|
Output
|
Torque
|
Brushless
Motor
|
Battery /portable
|
Hand/Foot
speed control
|
Right & Left turning
direction
|
Self-Diagnosis
|
Automatic stop system
for overload
|
Remark
|
|
Sense A7
|
55,000rpm
|
240W
|
8.5N.cm
|
√
|
|
√
|
√
|
√
|
√
|
New
|
|
Prime 926
|
60,000rpm
|
250W
|
9.2N.cm
|
√
|
|
√
|
√
|
√
|
√
|
|
|
PRIME407
|
50,000rpm
|
230W
|
8.0N.cm
|
√
|
|
√
|
√
|
√
|
√
|
|
|
Prime115
|
50,000rpm
|
210W
|
7.2N.cm
|
√
|
|
√
|
√
|
√
|
√
|
|
|
Prime221
|
50,000rpm
|
120W
|
5.8N.cm
|
√
|
|
√
|
√
|
√
|
√
|
|
|
Prime202
|
50,000rpm
|
100W
|
4.8N.cm
|
√
|
|
√
|
√
|
|
√
|
|
|
Renhe505D-38K
|
38,000rpm
|
80W
|
3.2N.cm
|
|
|
√
|
√
|
√
|
√
|
New
|
|
Renhe505D-45K
|
45,000rpm
|
90W
|
4.2N.cm
|
|
|
√
|
√
|
√
|
√
|
New
|
|
Prime-1210
|
30,000rpm
|
/
|
/
|
√
|
√
|
|
√
|
|
√
|
|
|
Prime-1210d
|
35,000rpm
|
/
|
/
|
√
|
√
|
|
√
|
√
|
√
|
|
Conclusion
A good micromotor handpiece is defined by matching parameters to your specific work. RPM is the speed; Torque is the muscle.
If you want a handpiece that won't stall when the work gets tough, explore the professional range at the RHJC official website. Our solutions are built for real-world torque, not just spec-sheet numbers.







